
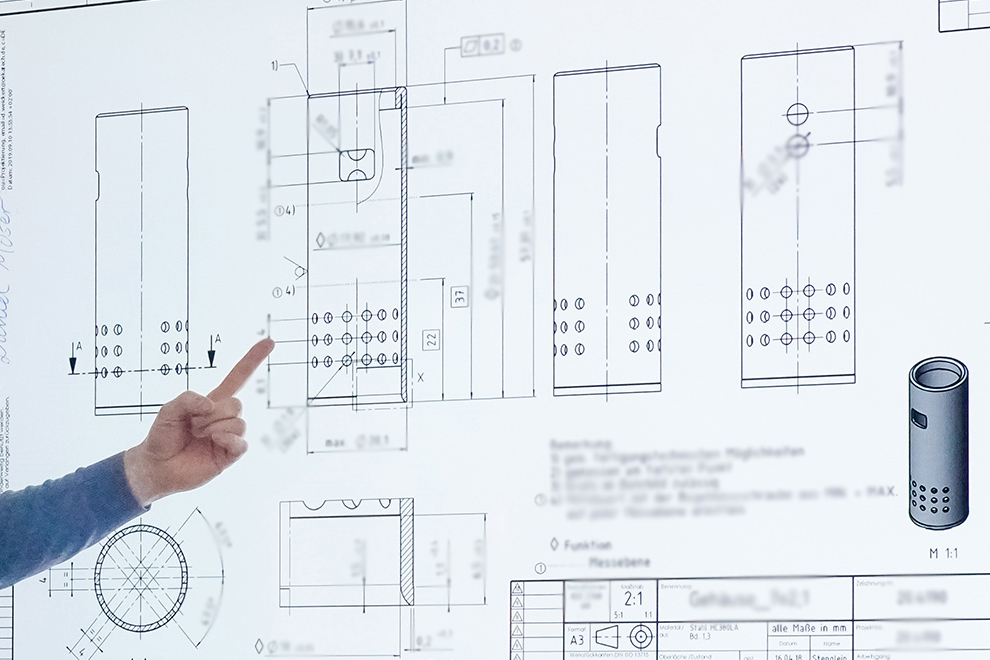
Part Geometry
OEKATECH's history mirrors the progress of technology and industry throughout the 20th and 21st century. With each passing decade, markets and products undergo transformation, influencing individuals, machinery, processes, and materials.
Development
- Definition of the Component: Material, Geometry, Surface
- Design of a Formable Part with the Customer
- Selection of Measurement Technology and Packaging
- Ensuring Process Reliability and Cost Efficiency
- Optimization of Functionality, Quality, and Cost Efficiency
- Substitution of Machined Components
The function defined by the customer and the assembly situation within the component are crucial for specifying a deep-drawn part. These requirements determine the choice of material, technical characteristics, geometry, and surface properties of the component.
Before finalizing the drawing and specifications, it is advisable to consider specific deep-drawing conditions in collaboration with the customer, such as wall thickness variations, cold hardening, surface structure, radii, and edges. A design conducive to formability not only enhances the technical function of the component but also improves the manufacturing process's reliability and the product's cost-effectiveness. Additionally, it is important to address other topics at the beginning of the development process, such as measurement and testing procedures, component cleaning and post-processing, as well as transportation and packaging requirements.
Deep drawing offers high production speed, minimal material usage, and a good balance between strength and wall thickness due to process-induced cold hardening. The process is economically attractive and superior to machining processes.
Engineering
-
Extensive knowledge database filled with over 100 years of experience
-
Team-based decisions involving all relevant departments
-
Project manager as long-term project mentor
-
Ensuring Process Reliability and Cost Efficiency
-
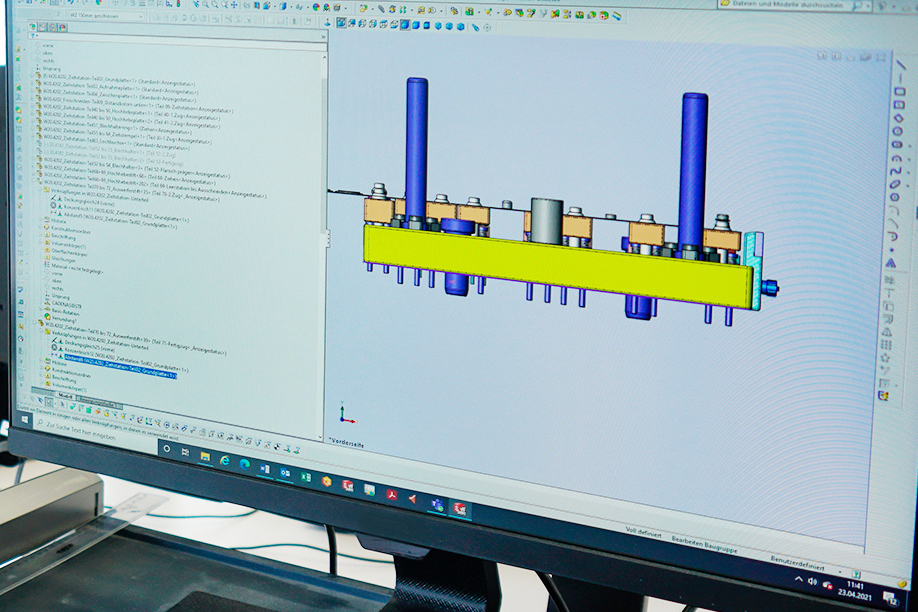
CAD design of production and prototype tools in SOLIDWORKS
-
Design of fixtures
At our facility, all tools and fixtures are internally designed and manufactured. A collaborative effort involving project management, design, tooling, production, and quality management results in the tooling concept as a shared foundation for design.
Our century-long experience in deep-drawing technology has cultivated a valuable knowledge base, benefiting not only us but especially our customers today. With new projects, we continuously expand our knowledge of materials, technology, processes, and measurement techniques.
Innovation is not just a phrase for us but a lived practice: Our documented knowledge informs the design of all tools for new projects. Our designers utilize the proven and up-to-date 3D CAD software from SOLIDWORKS.
Project coordination is overseen by the project manager, who serves as the project's mentor and the primary contact for our customers throughout the project duration.

Prototyping
- Prototyping reduces risks during product launch and ensures timely and cost-effective series production
- Machined prototypes and rapid prototyping serve as short-term solutions.
- Series-based prototypes from deep-drawing tools within a few weeks
- Optimization of component and process during the sampling process.
For the mass production of precise deep-drawn sheet metal parts, complex, multi-stage, and high-quality tools are required. To minimize cost and time risks and avoid extensive tool modifications or remanufacturing, the serial tool must be precisely developed from the outset. Our customers place great importance on cost and time efficiency, making it crucial to largely eliminate risks during development and new projects. The rapid availability of near-series parts is of great importance here.
We can provide our customers with machined or rapid prototyped sample parts at short notice and low cost to verify installation situations and geometric aspects. When deep-drawing sheet metal materials, material properties (cold hardening) and surface structure change. Therefore, turned, milled, or sintered patterns are often not representative and differ significantly from the production parts in terms of material properties and surfaces. The suitability of the component in real operation cannot be reliably demonstrated.
In close cooperation with a local partner, we provide our customers with near-series samples from deep-drawn tools relatively quickly. These samples essentially correspond to the production parts in terms of material, mechanical properties, geometry, and surface quality. In collaboration with the customer, we identify possible optimizations both in the component and in the forming process during the sampling process. This allows the shape and function of the deep-drawn parts to be tested and modified if necessary, at comparatively low cost and in a short time.

Tool Manufacturing
-
In-house tool and fixture construction ensures quality, flexibility, and speed
-
Experience and innovation lead to optimal solutions
-
The competence team manufactures tools for step forming machines and progressive die processes
-
Continuous tool optimization increases process reliability and cost-effectiveness
-
Internal tool maintenance, both preventive and in emergencies
-
Integrated training for future knowledge carriers
Our tools for production in step forming machines and progressive die processes are internally manufactured in our tooling department. Individual components such as punches, dies, and sheet holders are prepared and adjusted through turning, milling, grinding, eroding, hardening, and, if necessary, coating. After assembly into stage sets and modules, testing is conducted on trial presses or production machines.
Our tooling team consists of experienced employees and motivated young talents. The training of our toolmakers is closely linked to tooling, as a large part of our expertise is related to tool design. Depending on wear and service life of the active parts, we manufacture targeted spare parts to minimize production downtime. In case of breakage or fatigue, damaged components are replaced, and production can be resumed immediately after approval. We proactively replace tool components whenever possible. After each production order, the tools are cleaned, inspected, and repaired if necessary before being stored again.
Continuous monitoring, maintenance, and optimization of tools are carried out internally, with precision, flexibility, and speed being the focus.
