Series Production
Deep Drawing
- Manufacturing of small, medium, and large series parts
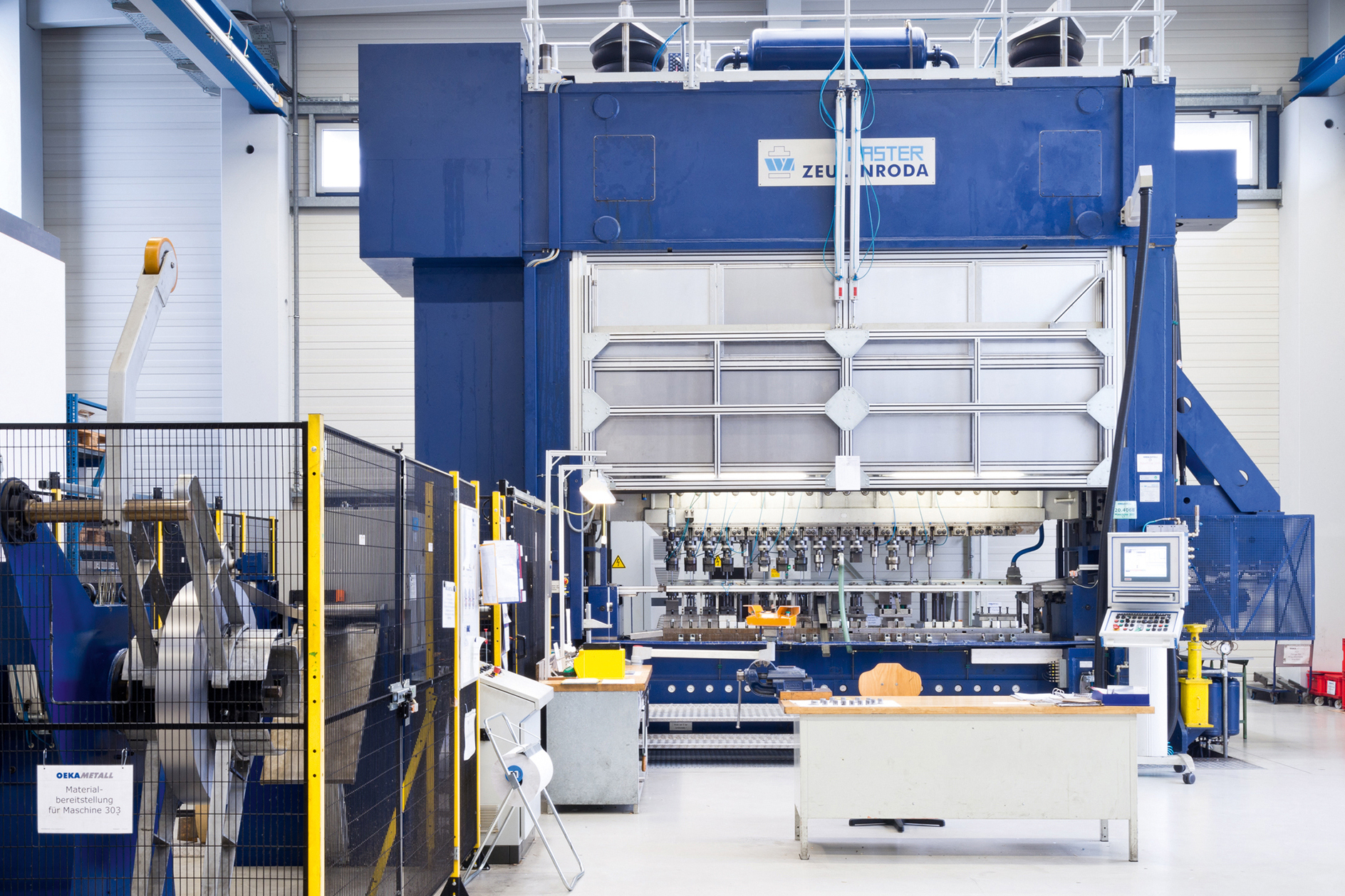
- Deep drawing on step forming machines (press force 125 - 3000 kN, up to 22 working stages)
- Deep drawing in progressive die process (press force 750 - 1250 kN)
- Forming on single presses (press force 650 - 1000 kN)
With a high level of flexibility, OEKA TECH covers a wide range of quantities - from small series to mass production. We manufacture large and medium-sized series on step forming machines and in the progressive die process on stamping and forming machines. Different single presses are available for prototyping and small series.
Our machine park comprises thirteen step forming machines with a press force of 125 kN to 3000 kN (12.5 to 300 t) and up to 22 working stages. For progressive die tools, we utilize stamping and forming machines with press forces ranging from 750 to 1250 kN (75 to 125 t).
The continuous inspection, maintenance, and optimization of tools are carried out internally, with precision, flexibility, and speed being the focus.

Cleaning / Degreasing
-
Cleaning / Degreasing aqueous
-
Cleaning / Degreasing with solvent
To remove the drawing agent required by the process from the parts, we have both cleaning systems based on solvents and systems for aqueous degreasing. If possible, we prefer the aqueous system, although high requirements often necessitate cleaning with VOC media.

Surface Finishing / Deburring
- Vibratory deburring with or without abrasive media
- Smoothing and compacting through ball polishing
- Drying in a rotary oven
After deep drawing and cleaning, the edges of the deep-drawn parts are deburred and rounded in an individually tailored vibratory deburring process. For this purpose, we use rotary vibrators filled with compound fluid and abrasive or polishing media made of stainless steel or ceramics. In many cases, deburring is done by the frictional forces of the moving parts in the rotary vibrator, without additional abrasive media. To reduce surface roughness and compact the surface structure, we employ ball polishing.
The parts are mounted on racks and rotate in the system, while high-frequency pulsating polishing media create vibrations that smooth and compact the surface. After vibratory deburring and ball polishing in wet processing, the parts are gently dried in the rotary oven under controlled temperature and humidity conditions.

Heat Treatment
- Various hardening processes
- Various annealing processes
The material properties and physical-technical characteristics of deep-drawn parts often need to be altered after forming for various applications and functions. This is achieved through targeted heat treatment, such as hardening or annealing processes after deep drawing. Hardening thin-walled deep-drawn parts poses a particular challenge because forming processes create tensile and compressive stresses in the part, which can dissipate during thermal treatment. This can result in deformations such as warping or ovalization.
To ensure the dimensional accuracy of the parts after heat treatment, the dimensions of the raw part must be appropriately considered. We have extensive expertise in the design and manufacture of hardened and annealed deep-drawn parts, built up over many years.
Surface Finishing / Compaction
- Blasting with various abrasives such as glass beads or plastic granules
- Brushing and grinding
Blasting, brushing, and grinding are surface treatment processes. Blasting with various abrasives such as glass beads or stainless steel, ceramic, and plastic granules can adjust surface roughness and compact and strengthen the material structure. Brushing and grinding processes are mainly used for decorative purposes, emphasizing high-quality design and sophisticated appearance, especially for visible parts. However, they can also selectively alter surface roughness.

Coating
- Electroplating
- Anodizing / Hard anodizing
We offer electroplating to protect components from corrosion after forming. Our range includes all common metallic coatings. In addition, we provide bright anodizing and hard anodizing of deep-drawn parts made of aluminum materials. Bright anodizing is mainly for decorative purposes, while hard anodizing creates wear-resistant and mechanically durable surfaces.
We entrust the heat treatment, machining, and coating of the part surfaces to experienced partners with whom we have long-standing collaborations.
Assemblies
- Manual assembly
- Semi-automated and fully automated assembly
We also offer assembly services for assemblies. The type of assembly, whether fully automated, semi-automated, or manual, depends on the quantities. These assemblies consist of various internally manufactured deep-drawn parts and purchased components such as die-cast, fine stamped, or bent parts.

Laser Processing
- Laser engraving
We use laser technology to apply custom lettering, logos, and symbols to the surfaces of deep-drawn parts. This process enhances the visual appeal of components and, when combined with high-quality surface finishing, enables attractive design aesthetics.

100% Inspection
- Visual inspections
- Dimensional and functional checks
- Manual and automated inspections
At the end of production, components undergo either automated or manual 100% inspection if required for subsequent processing or application. This involves checking visual, geometric, and functional aspects.